Recycling used diapers means: recycling excrement, urine, plastic and paper fibres.
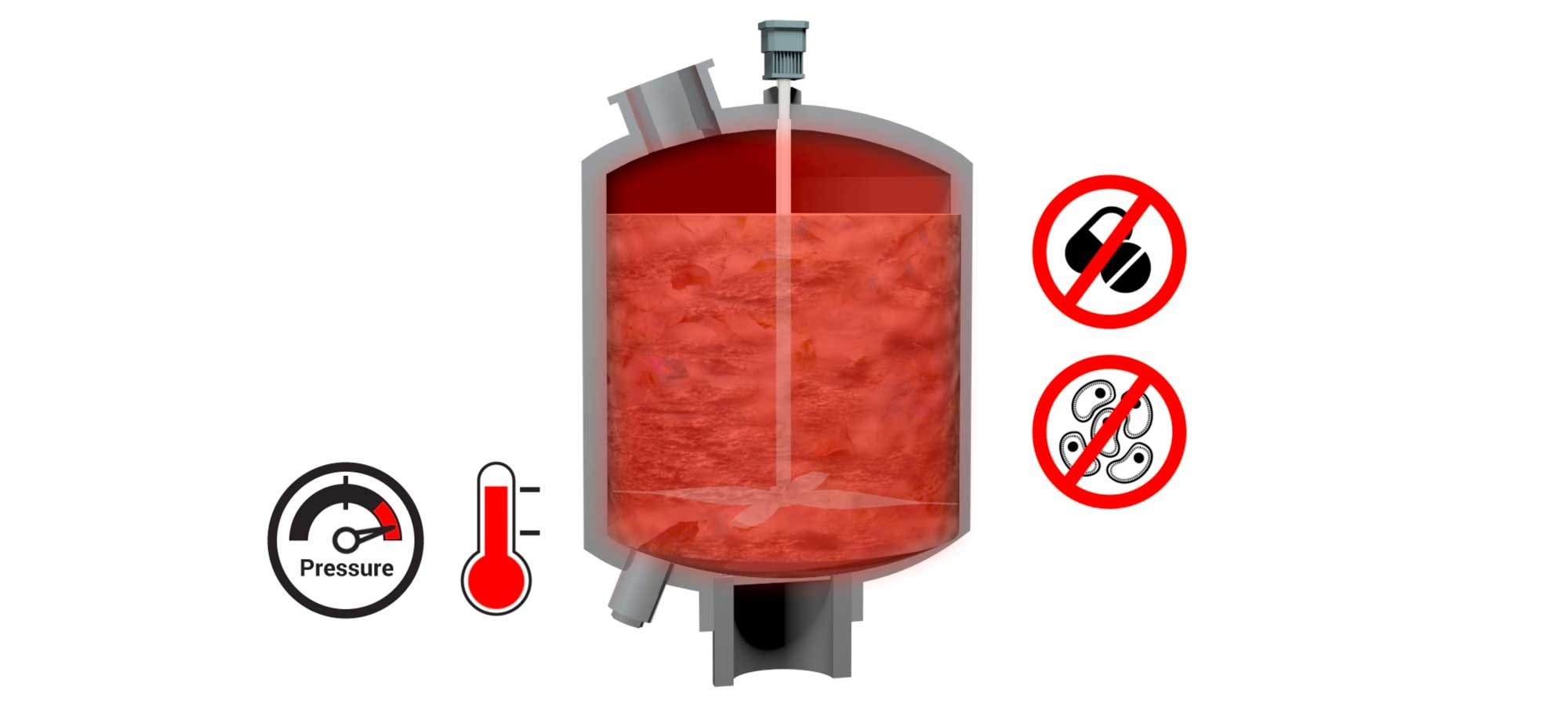
2. Degradation of pharmaceutical chemicals and killing pathogens
Extremely high temperature: 250°C; >96% degradation of pharmaceutical chemicals and pathogens
3. Future proof
The composition of diapers is changing fast, for example by replacing fossil components with products that are biobased. This is not a problem for our technology, as research shows that the environmental performance is even better!
4. Guaranteed market
Smart collaboration within the chain: re-using plastic and fermenting slurry by existing companies.
5. Lego block
the technology fits like a ‘Lego block’ into existing Waste Energy and Water Purification plants.
6. Robust technology
We separate diapers into re-usable plastics, fermentable slurry and useful fibres in a single process.
7. No new plant needed
Through ties with existing market for end-products no new plant is needed, which means that the technique can be applied quickly and efficiently.
8. Permits
Falls under existing permits, legislation and regulations; guaranteed revenue.
9. Sustainable
Environmental benefits and flexible adaptation to changes in the diaper market.
What is accepted in recycled diapers, and what is not accepted?
Only used baby diapers.
Baby diapers must be submitted in a transparent plastic bag. NOT ACCEPTED:Anything that is not a used diaper, including:
(latex) gloves; these are detrimental to the recycling process.
Wipes and washcloths
Tubes or jars
Only adult incontinence briefs
Used briefs must be submitted in a transparent plastic bag. NOT ACCEPTED:Anything that is not a used brief, including:
(latex) gloves; these are detrimental to the recycling process.
Washcloths
Tubes or jars
Ostomy bag
Why use thermal pressure hydrolysis??
Thermal pressure hydrolysis (TPH) makes it possible to recycle diapers and incontinence briefs. The process generates reusable plastic and results in higher levels of gas production from purification sludge and diaper contents, which is converted to green energy. The fermented sludge is converted into biogranulate, which is used as biomass to generate energy, and which may eventually be qualified as fertiliser.
As the level of contamination in the material offered is less than 5%, more than 95% of the diapers submitted for recycling can be re-used as raw materials. This means that municipal governments can include the diapers processed using TPH in the realisation of their VANG objectives. Moreover, the remaining 5% of the material can be incinerated to generate steam;
The process at ARN B.V. uses steam from waste incineration rather than traditional fossil energy sources.
The use of steam generated from waste incineration results in 70% less CO2 emissions than gas-powered steam generation.
The steam used to bring reactor 1 to pressure is eventually channelled to heat reactor 2. This process results in a simple and efficient use of energy, without wasteful heat exchangers (comment: the next full-scale reactors will be constructed in phases after the 1st reactor completes testing).
TPH helps the Rivierenland Water Authority to stay energy-neutral;
Its characteristics make the combined application of TPH by ARN B.V. and the Rivierenland Water Authority extremely sustainable.
Almost all of the pharmaceutical compounds and pathogens present in the material are broken down.
Absorbent granules, called Super Absorber Polymer (SAP) are broken down in the slurry and in the subsequent fermentation and water purification processes.
The TPH system can be expanded and combined with waste power plants and sludge fermentation installations near water purification plants in the Netherlands and abroad.
What does this technology/process cost?
The total costs amount to € 3 million: € 2.5 million for ARN B.V. and € 0.5 million for the Rivierenland Water Authority. Elsinga Beleidsplanning & Innovatie B.V.(EBI) will invest approx. € 0.5 million in technology development and marketing.
The investments in technology development and the test installation at ARN B.V. are largely complete.
The parties involved expect a return on investment over the longer term.
The process will not cost the consumer (private individual, care resident and health insurer) more money than the traditional processing method.
Is this processing method profitable?
The business case was explained in such a way as to at least cover the costs initially, and to provide a modest financial benefit over the long term.
The recycling of used diapers is very competitive with the alternative incineration.
The investment in the pilot installation has been realized. The investment decision in the full-scale installation has also been taken. In addition to the current reactor, two new reactors will be built, bringing the total processing capacity to 15,000 tons of diapers per year.
The process strengthens the EET (energy and environment technology) sector in the region, and is geared towards roll-out in the Netherlands and export of Dutch technology.
The technological development is an initiative by the Dutch partners Elsinga Beleidsplannng & Innovatie B.V. (EBI) and ARN B.V. The patent rights reside with EBI.
The project is a demonstration project.
What is needed?
The supply of 20,000 tonnes of baby diapers and incontinence briefs and 3,000 tonnes of sludge per year must be guaranteed. A statement of intent has been signed for the supply of incontinence briefs;
The construction of specific installations (eventually three reactors at ARN B.V.); Rivierenland Water Authority already possesses sufficient facilities;
A pipeline must eventually be constructed between ARN B.V. and RWZI to supply the refined slurry;
An agreement must be made with another company to process the plastic particles into granulate, which can be used to produce new plastic products. This company is already collaborating to realise this development.
What is the time frame?
Research on the pilot installation during the period from March 2016 to spring 2017;
Start construction of first module at practical scale, summer 2017;
Start construction of steam pipeline, autumn 2017;
Start operation of first reactor, late 2017
The investment decision in the full-scale installation has now also been taken. In addition to the current reactor, two new reactors will be built that will bring the total processing capacity to 15,000 tons of diapers per year, see also the latest news.
What does the technology entail?
Diapers are converted into a liquid mixture under the influence of high-pressure steam [40 bar] and high temperature [250 °C]. Once it cools, the result is a separation into refined slurry and plastic globules [70% PP and 30% PE]. Eventually, the process can be organised in such a way that cellulose paper fibres can form a separate flow.
Through the unique treatment with high pressure steam, foils that are difficult to re-use and plastic structures embedded in the diapers can be converted into reusable plastic globules, which are ideally suited for the production of secondary products.
The refined slurry is transported by lorry (and eventually by pipeline, after upscaling) to the Rivierenland Water Authority for fermentation. The plastic globules are sent to the plastic recycling circuit. At the moment, paper fibres are fermented with the residual waste, but they can eventually be separated into a third flow as well.
Longer fibres present in the purification sludge (cellulose) are shortened to make them easier to convert into biogas as part of the sludge fermentation process. This reduces the volume present in the purification sludge.
What happens to the refined diaper slurry?
In the TPH reactor, a mixture of approximately 70% diapers and incontinence briefs is mixed with approximately 30% sludge cake from the sewage treatment plant in Nijmegen. During the process the contents of the reactor separate into approximately 7% plastic agglomerates and 93% hydrolysed diaper slurry. This hydrolysed diaper slurry is then fermented together with the purification sludge in the sludge fermentation installation at the neighbouring treatment plant in Nijmegen.
The treatment plant has two sludge fermentation tanks, each with a volume of 5,060 m2, where the sludge is fermented as part of the waste water purification process. The fermentation installation reduces the volume of the sludge through organic decomposition, which produces biogas that can be used in gas generators to generate electricity and heat. The resulting heat is then used to maintain the temperature of the fermentation installation.
The fermented sludge is then put in a centrifuge to remove the water, resulting in 26% dry material sludge cake. After this step, part of the sludge cake is sent on to the TPH reactor, and then re-fermented. This results in improved fermentation of the purification sludge and contributes to the increased electricity production that is realised through the diaper slurry treatment process. The remainder of the sludge cake is transported by lorry to the composting installation in Tiel. There, the sludge cake is turned into compost, with approximately 65% dry material. This compost is then used as a source of biofuel.
Are there risks inherent in the concept?
The risks involved are almost non-existent:
Baby diapers and incontinence briefs are already transported to ARN B.V. as an integral component of household and commercial waste.
Purification sludge is already transported to the Rivierenland Water Authority.
ARN B.V. has experience working with high temperatures and pressure.
Rivierenland Water Authority is an expert at fermenting purification sludge.
The parties have gained experience working with the pilot installation, which recently became operational.
Pharmaceuticals are broken down:
Tests at the laboratory scale and with the pilot installation have indicated that an average of more than 96% of the pharmaceuticals present are broken down through the TPH process. These laboratory tests sampled a series of 14 medications, which were broken down by an average of 90%; 5 common pharmaceuticals were tested again at the pilot scale, including the most resistant antibiotic described in the literature, Sulfamethoxazole, along with hormones, painkillers, inflammation inhibitors and epilepsy inhibitors. The pilot installation broke down > 96% of the pharmaceuticals. These results were published in the scientific journal H2O. No other processing method other than incineration has shown a similar level of degradation.
To the extent that traces of pharmaceuticals are still present after the TPH process, it is included in the refined slurry and then broken down in the sludge fermentation step of the water purification process.
Any non-degraded traces in the plastics undergo a second treatment at temperatures above 200°C as part of the plastic extrusion process. This can be considered as the final step in the pharmaceutical degradation process.
Absorption granules (SAP) are broken down in the TDH reactor and settle in the fermenter and the water purification plant as magnesium salts.
According to the National Institute for Public Health and the Environment (RIVM), SAPs are composed of acrylic acid polymers. They are not harmful to the environment, and 80-85% of the acrylic acid is broken down in water purification plants (page 35, RIVM risk analysis 2016-0098).
Composting tests have been conducted to obtain an understanding of the ecotoxicity levels.
In a laboratory reactor, 1/3 part refined slurry was fermented with 2/3 parts GFT waste and then composted. A toxicity study was conducted on the compost using watercress, barley and earthworms, in accordance with the applicable standards. The results show that the material is safe, and has no harmful effects on the environment.
Can ARN B.V. provide sufficient heat over a long enough time period for this concept?
ARN B.V. is currently essential as a supplier of sustainable (waste-generated) steam.
Rivierenland Water Authority has signed a long-term contract with ARN B.V.
At the moment, there is no cause for concern about the long-term technical and financial continuity of ARN B.V.
ARN B.V. has modern, future-proof processing installations with a broad palette of functionalities and a strongly innovative character.
ARN B.V. is a relatively small, but adaptive and flexible player in the waste market. Its order portfolio is sufficiently full.
Rivierenland Water Authority provides it with purification sludge after it has been fermented. As TPH is an extra, and not absolutely necessary, step in the process, there will always be sufficient capacity available.
ARN B.V. manages two incineration lines, each with its own steam circuit. If both incineration lines are deactivated by a defect or maintenance work, then the TPH will be shut down temporarily. In that case, baby diapers and incontinence briefs will be incinerated and purification sludge will be fermented as normal.
What if fewer diapers or less sludge is delivered than expected?
The TPH plans by the Rivierenland Water Authority and ARN B.V. are unique, and providers of baby diapers and incontinence briefs are excited to take advantage of the service.
The installation can only process a fraction of the volume of baby diapers and incontinence briefs available in the Netherlands. As a result, the supply is expected to exceed the processing capacity for the foreseeable future.
The installation can already process all of the RWZI sludge from the Nijmegen facility, but this sludge will be partially replaced by baby diapers and incontinence briefs.
The business case is based on a conservative prognosis.
Furthermore, in addition to the calculated risks, the business case also offers sufficient opportunities and alternatives to optimise the scale. These include an expansion of the number of hours of operation and/or adding more TPH modules.
This composition applies to used baby diapers. In the recycling process, it is important that the majority of used diapers consists of urine and faeces. Since 1987, the proportion of paper pulp has declined and the proportion of plastics has slightly increased. Faeces, urine, paper pulp and SAP are processed together into the refined slurry and fermented. The percentage of paper fibre continues to decline under 5%. This percentage can be reclaimed in the future, and the plan includes this process as a possible optimisation step.
Is a more sustainable healthcare a problem?
Healthcare becoming more sustainable is a fact, the components of baby and incontinence diapers are subject to change.
The analyzes of Edana show that over the past 15 years both the weight and the composition of the diapers have changed significantly, in 1987 the weight of a diaper was on average 64 grams and consisted of over 80% fluff pulp/cellulose. In 2013, the diaper weighs only 33 grams and contains only about 30% fluff pulp / cellulose.
In the meantime, there are already diapers on the market that no longer contain any cellulose (eg Drylock). Another development are biobased diapers, which are fully compostable / biodegradable. Fossil components such as plastic and SAP have a biobased alternative. We think those components are gonna be used in the future. By being able to handle those components, our technology is future proof.
An additional mLCA in which we tested biobased diapers within our reactor shows that our environmental performance is even better with those components.
ARN B.V. plans on recycling diapers
Once the last technical and financial hurdles have been crossed, ARN B.V. will build an installation to recycle baby diapers and incontinence briefs. The company has chosen the ‘thermal pressure hydrolysis’ technique for this purpose. ARN B.V.. and Elsinga Beleidsplanning & Innovatie (EBI) have developed a special processing method and a reactor especially for this application.
EBI holds the patents and will market the processing method and the reactor.
Tests have indicated that this method works best when the diapers are treated together with sewage purification sludge. This may sound strange, but in fact the contents of a diaper are no different from the composition of sewage treatment sludge. That is why the Rivierenland Water Authority has been involved in the application of the technique. The added value of this technique is that pathogens and pharmaceutical compounds are almost completely destroyed in the process.
Construction has begun on a single reactor, and if it functions as expected, the installation will be expanded with two additional reactors. Combined, the reactors will be able to process 27,000 tonnes per year.
This project is funded in part by:
The European Regional Development Fund (ERDF), project number: 00057, Operational Programme East 2014-2020 subsidy grant.
Demonstratie Energie-Innovatie (DEI), project number: DEI2150026, Demonstration of innovative processing of used diapers into a fermentable flow.
July 2020
ARN is increasing its diaper recycling capacity!
After years of testing on pilot scale ARN started in 2019 the first of three reactors on commercial scale. We learned a lot, changed things and made improvements. Now the result is the decision to install two additional full scale reactors. With this stap the first full-scale plant for diaper recycling is a fact.
Design for Recycle
From the diapers we produce biogas, bio granulate, artificial fertilizer and plastics. The project is executed in close cooperation with the Waterboard Waterschap
Rivierenland. Life Cycle Analyses, executed for the Dutch government, Demonstrated that an additional 964 kg CO2 /ton diapers was avoided compared to incineration in optimal waste to energy plants. The technology can also handle biobased diapers in which fossil plastics are replaced by PLA. This places a landmark for the future aiming at design for recycle and a biobased economy. This makes additional CO2-savings possible for the future.
Financing
We expect the increased capacity will be fully operational in July 2021. The project is financially supported with money from the Topsector ‘Energiesubsidie’ from the Dutch Government and is financed by Rabobank and BNG.
SGS Search has carried out a review of the environmental analysis (CE-Delft report) of our diaper recycling method on behalf of the Dutch government. Conclusion: "There is no reason for doubt about the conclusions in the report, including: CO2- footprint: replacing the current conventional method by the TDH method results in a climate gain of 964 kg CO2-eq per ton of diaper material processed in the current situation.
This recycling method provides benefits for all three environmental damage categories:
a. human health
b. ecosystems (living communities of organisms)
c. raw materials
More than a year we tested with a pilot installation. The recycling method heats used diapers together with sewage sludge up to 250°C with steam. This removes pathogens and drugs. The products biogas, biomass and plastics are created from the diapers. The entire chain has been included in the comparison; from collection to finished products.
Elsinga noted during the mLCA study that a diaper manufacturer is replacing the plastics in diapers with polylactic acid (PLA). Elsinga has tested their technology with those compounds and has proven that PLA transforms back to its liquid form: lactic acid.
This handbook shows how the risks are managed which are associated with the recycling of used diapers and incontinence materials together with WWTP sludge.
A first in waste land: an installation for diaper recycling in the Netherlands will start this year. Thanks to a Weurtse cooperation of ARN waste energy plant and Rivierenland Water Board implementing an invention by Willem Elsinga.
ARN klaar voor vergisting luiers op praktijkschaal After conducting tests at the laboratory scale and in a test installation, ARN B.V. in Weurt is now ready to begin fermenting diapers at the production scale. ARN is currently putting the finishing touches on the technique, in which diapers and incontinence briefs are collected and treated using high pressure steam (250 degrees Celcius and 40 bar pressure). The materials are then separated into a plastic fraction and the diaper contents.
Afbraak medicijnresten bij thermische drukhydrolyse van luiers en inco-materialen.
Recycling diapers and incontinence briefs is a priority of Dutch waste policy. However, these materials can only be recycled if pharmaceutical compounds are sufficiently degraded. Ideally, Rijkswaterstaat would ensure that recycling diapers and incontinence briefs does not release pharmaceutical compounds into the environment.
Totaalplaatje luierinstallatie ARN B.V. bijna rond.
If all goes according to plan, next month the Board of Commissioners of ARN B.V. in Weurt will be presented with the business case for the diaper processing installation. The permits have been issued, so the next step is the formal approval.
Afvalberg wil ook wel eens uit de luiers.
There are many options available for recycling glass, paper, plastic and organic waste. Diapers are the last hurdle in recycling.
ARN B.V. wil luiers samen met zuiveringsslib gaan verwerken. In the past, ARN B.V. included diapers in the waste incinerated in the waste energy plant. But now, the company has begun a test to process diapers and incontinence briefs as a monoflow at their plant in Weurt. ARN B.V. will conduct this project in collaboration with the firm Elsinga Beleidsplanning and the Rivierenland Water Authority.
Hoop voor luierrecycling The approach to solving the problem of diaper waste throughout the chain, from diaper producers to municipal governments, is beginning to bear fruit. After a year of discussions, four to six different recycling techniques are ready for real-life testing. Municipalities that charge differential rates for waste are especially eager to recycle more than 200,000 tonnes of diaper waste.
ARN B.V. mikt op bouw recyclingreactor voor duurzame verwerking luiers
In 2015, there are still many problems to overcome in the sustainable processing of disposable diapers and incontinence briefs from hospitals and care institutions. In other words, diaper recycling has not been ‘potty trained’. But now, waste energy plant ARN B.V. and consultancy bureau Elsinga Beleidsplanning & Innovatie have developed a technique to process diapers in a sustainable manner.
Luiers: hernieuwde kans op recycling
Our household waste is chock-full of diapers; around 400,000 tonnes per year. Another 400,000 tonnes are disposed of by hospitals and care centres along with their own waste. With their high-quality paper fibres and plastics, diapers are a suitable product for recycling. The technology to deal with diaper waste is available; the only hurdles left to cross are the absorption granules in the diaper and any traces of pharmaceuticals. The Diaper Chain Project should be the icing on the cake.
ARN B.V. start pilot luierrecyling en zet in op 2.000 ton per jaar
In 2015, ARN B.V. in Weurt hopes to begin a pilot project for diaper recycling.
To that end, ARN B.V. will join with Elsinga Beleidsplanning, which holds the patent for the technology in the Benelux. In the process, the diapers are first treated with steam, and then 94 percent of the remainder is fermented or composted. The remaining 6 percent consists of plastics.
.